High-Current Termination
Hydraulic and pneumatic crimping presses deliver consistent, gas-tight terminations on conductors from 18 AWG to 4/0 AWG. Every crimp is verified against...
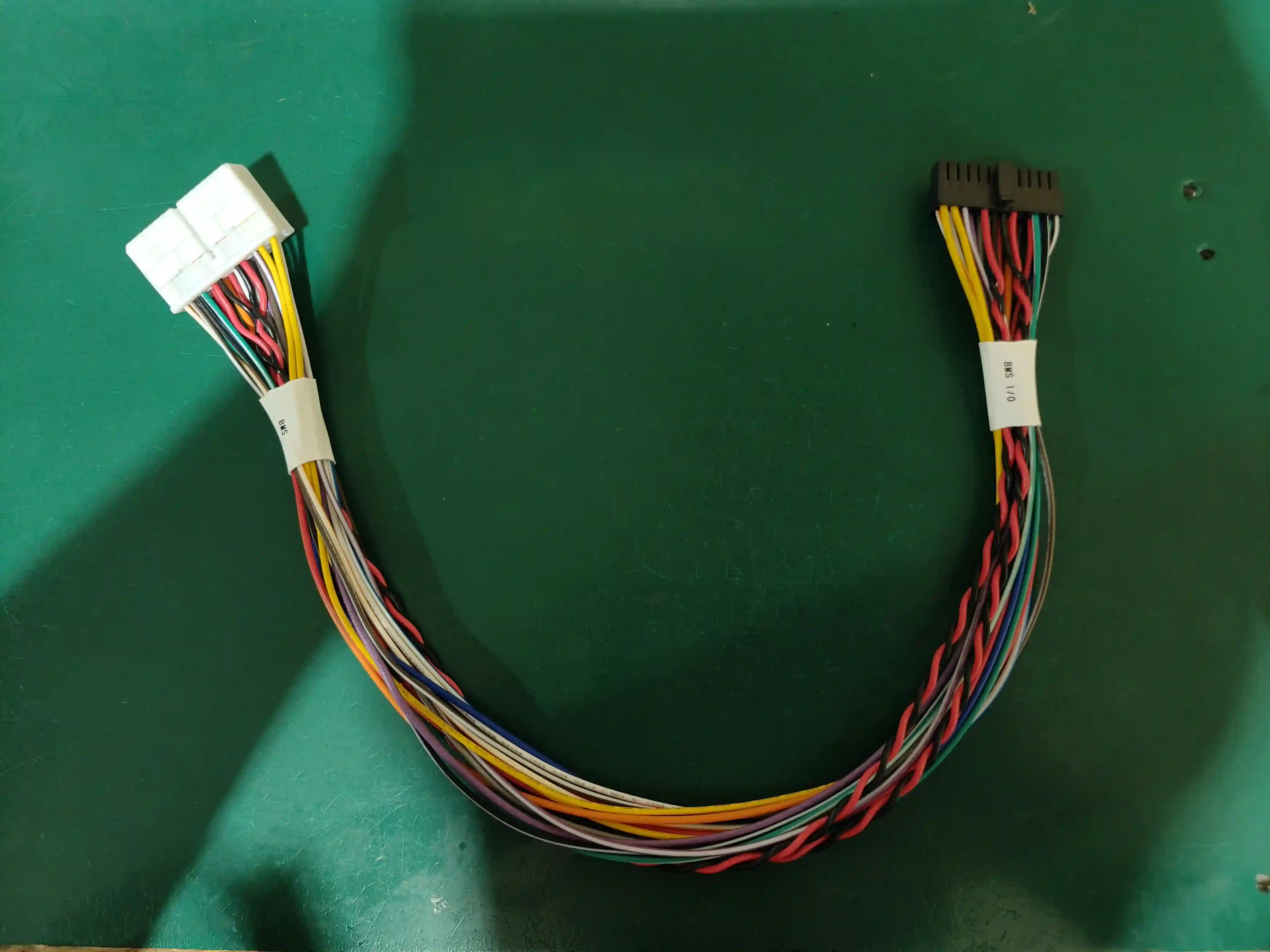
Cable Assembly
High-current battery cable assemblies engineered for electric vehicles, energy storage systems, and industrial power applications. From 12V starter cables to 1000V DC EV battery harnesses — built to carry the power your application demands.
Application Context
From high-voltage EV power cables to precision BMS harnesses — we manufacture the full range of battery cable assemblies for every application and voltage class.
Our battery cable assemblies power critical systems across six major industries where reliable energy delivery and safety compliance are non-negotiable.
Manufacturing Capabilities
Purpose-built manufacturing lines for high-current battery cable assemblies. From precision wire processing to automated testing — every step engineered for safety-critical reliability.
Hydraulic and pneumatic crimping presses deliver consistent, gas-tight terminations on conductors from 18 AWG to 4/0 AWG. Every crimp is verified against...
Orange HV-rated jacketing, double insulation, and interlock circuits per SAE J1742 and IEC 62196. Every high-voltage assembly receives 100% hi-pot and...
Heat-shrink boots, silicone sleeves, and thermal barriers rated to 200°C protect connections in under-hood and battery compartment environments where heat...
Multi-conductor BMS harnesses with voltage sensing leads, thermistor circuits, and CAN bus communication wiring. Precise wire length matching for balanced...
Laminated copper busbars and flexible connectors for high-current battery module interconnects. Nickel and tin plating for corrosion resistance in sealed...
Braided and foil shields maintain signal integrity on BMS sense lines while preventing electromagnetic interference from high-current power conductors in...
We integrate connectors from Amphenol, TE Connectivity, Anderson, Molex, and other major brands. HV interlocks, manual service disconnects, and IP-rated...
Camera-based inspection systems verify terminal crimp height, insulation strip length, and wire routing. Defects are caught before final assembly, ensuring...
In-house salt spray chambers (ASTM B117), thermal cycling ovens, and humidity cabinets validate long-term reliability in automotive, marine, and outdoor...
Engineering Challenges
Battery cables fall into LV (0–60V), HV Class A (60–600V) or HV Class B (600–1500V) — each class drives different insulation, color coding and testing, so the voltage class is fixed before material selection.
Conductor gauge is sized to continuous current draw, not peak, with ambient-temperature derating applied — a cable rated for 100A at 25°C may carry far less inside a hot battery compartment.
Battery cables heat up under load; service loops absorb thermal expansion and insulation class is chosen for the real compartment temperature, so a mis-judged thermal environment does not become a field failure.
HV systems require orange HV-rated jacketing, double insulation, interlock circuits and a clearly marked manual service disconnect per SAE J1766 / UN ECE R100 — all verified by 100% hi-pot testing.
Technical Capabilities

Manufacturing Process
Quality & Testing
Every battery cable assembly undergoes comprehensive testing to verify it meets your electrical, mechanical, and safety specifications before shipment.
Why WHP
Off-the-shelf battery cables rarely meet the exact voltage, current, length, and connector requirements of modern battery systems. Custom-engineered cables ensure safety, performance, and regulatory compliance from day one.
Every conductor gauge, strand count, and insulation thickness is calculated for your exact continuous and peak current requirements. No oversizing waste, no...
Double insulation, orange HV jacketing, interlock circuits, and hi-pot tested connections meet SAE J1742 and IEC 62196 requirements for safe operation in...
Insulation materials selected for your operating temperature range. Silicone and XLPE cables rated to 150°C for under-hood and battery compartment...
Custom-cut to your exact routing requirements. Eliminates excess cable bulk in tight battery enclosures and prevents loose cables from contacting hot...
Pre-terminated, pre-routed cable assemblies install in minutes instead of hours. Eliminate field crimping errors, reduce assembly labor, and compress your...
Same engineering standards from 25-piece prototypes to high-volume production runs. Seamless transition from validation builds to mass production without...
FAQ
OEM Program Entry
Share your battery cable assembly requirements — voltage class, current rating, connector types, cable lengths, operating temperature and certifications. Our engineering team will review manufacturability and return DFM feedback before manufacturing starts.
Related Capabilities
At a Glance
Product Range
From high-voltage EV power cables to precision BMS harnesses — we manufacture the full range of battery cable assemblies for every application and voltage class.
Properties: XLPE/silicone insulation, EMI shielded, orange safety jacket
Best For: EV battery packs, HV distribution, inverter connections
Properties: PVC/XLPE insulation, flexible stranding, vibration resistant
Best For: Automotive starting, UPS systems, solar storage
Properties: Twisted-pair signal wires, shielded, low-voltage sensing
Best For: Cell monitoring, temperature sensing, balancing circuits
Properties: Solid or laminated conductors, nickel-plated terminals
Best For: Battery module interconnects, high-current distribution
Properties: Flexible stranded copper, rated for repeated plug cycles
Best For: EV charging infrastructure, forklift charging, ESS
Properties: Color-coded, quick-disconnect terminals, fused options
Best For: Battery banks, telecom backup, marine dual-battery
Manufacturing Infrastructure
We integrate battery connectors from all major manufacturers:
Industries & Applications
Our battery cable assemblies power critical systems across six major industries where reliable energy delivery and safety compliance are non-negotiable.
Explore our industry-specific wire harness solutions:
Testing Procedures
Every battery cable assembly undergoes comprehensive testing to verify it meets your electrical, mechanical, and safety specifications before shipment.
| Test | Description | Standard |
| Hi-Pot (Dielectric Withstand) | High-voltage insulation integrity testing between conductors and between conductor and shield/chassis | 2500V DC for 60 seconds (HV cables), 1000V DC for LV |
| Insulation Resistance | Measures resistance of insulation material to detect degradation or contamination | >100 MΩ at 500V DC per IEC 60243 |
| Crimp Pull-Force | Tensile testing of crimped terminals to verify mechanical integrity of the connection | Per UL 486A-486B, force values by wire gauge |
| Crimp Cross-Section Analysis | Microscopic examination of crimp zone to verify conductor compaction and void-free termination | Per IPC/WHMA-A-620 Class III, documented per lot |
| Voltage Drop / Resistance | Measures DC resistance across the full cable assembly to verify current-carrying capacity | Per SAE J1128, max mΩ per meter by gauge |
| Thermal Cycling | Repeated exposure to temperature extremes to validate long-term connection reliability | -40°C to +125°C, 500 cycles per IEC 60068-2-14 |
Certifications
Quality management system certified for battery cable manufacturing, ensuring process consistency from incoming material inspection through final test and...
Automotive quality standard required by OEMs and Tier-1 suppliers for EV battery cable assemblies. Covers APQP, PPAP, and statistical process control.
Workmanship standard for cable and wire harness assemblies. Class III high-reliability acceptance criteria applied to all safety-critical battery connections.
UL-recognized wires, terminals, and connectors with full traceability. UL 62 rated cables for power applications and UL 758 for appliance wiring.
High-voltage safety standards for EV battery cables covering insulation requirements, connector interlocks, and orange jacket color coding.
All materials certified RoHS 3 and REACH compliant. Lead-free solder and halogen-free insulation available for environmentally regulated markets.
Pricing & Lead Time
From prototype validation through high-volume manufacturing — choose the production tier that matches your project phase and volume requirements.
Design Tips
Follow these engineering guidelines to specify battery cable assemblies that are safe, cost-effective, and optimized for your application.
Battery cables fall into LV (0–60V), HV Class A (60–600V), or HV Class B (600–1500V). Each class has different insulation, color coding, and testing...
Calculate conductor gauge based on continuous current draw, not peak. Account for ambient temperature derating — a cable rated for 100A at 25°C may only...
Battery cables heat up under load and expand. Allow service loops and flexible routing sections to absorb thermal expansion without stressing terminals or...
Tin plating is standard and cost-effective. Nickel plating resists higher temperatures. Silver plating minimizes contact resistance for high-current...
For any HV battery system, include a clearly marked manual service disconnect per SAE J1766 and UN ECE R100. This is a safety requirement, not optional for...
Battery terminal bolted connections require specific torque values. Under-torqued connections create hot spots and fire risk. Include torque specs on...
Engineering Perspective
“Battery cable assemblies are the arteries of every energy storage system. A single high-resistance connection or undersized conductor can cause thermal runaway in the worst case, or chronic performance degradation at minimum. We apply the same engineering rigor to a 48V forklift battery cable as we do to a 800V EV battery harness — because every application deserves cables built for the load they carry, not just the price point.”
— Hommer Zhao, Founder & Technical Director, WellPCB
“The biggest risk in battery cable design isn't choosing the wrong wire gauge — it's underestimating the thermal environment. I've seen customers specify 100A cables based on room temperature ratings, then discover the battery compartment runs at 60°C under sustained load. That 30% derating changes everything: wire gauge, insulation class, and terminal plating. Our DFM review catches these issues before they become field failures.”
— Hommer Zhao, Founder & Technical Director, WellPCB